TAilored
Conveying Technology
Made-to-Measure Conveying Solutions
Whether hinged belt conveyors, heavy-duty belt conveyors, chain belt conveyors for the recycling industry, tubular screw conveyors, or vertical magnetic conveyors for small metallic parts – we develop and supply customized conveying solutions for every application. Benefit from our experience, innovative technology and practical, application-oriented concepts that make your material flow more efficient.
Talk to our specialists now – we will be happy to advise you personally and provide a tailored quotation perfectly matched to your requirements.
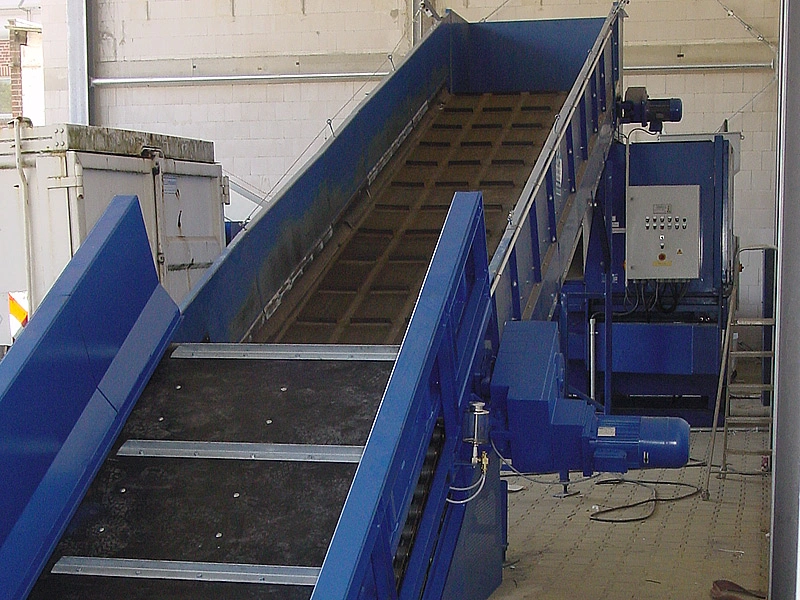
Recycling conveying systems must be robust and flexible – the conveyed material is diverse, material flows vary, and inclined conveyors with different infeed and discharge points are often required. For this reason, chain belt conveyors are usually the first choice; alternatively, belt conveyors with cleats are used.
Our conveying systems are individually engineered following a thorough analysis of the installation site and close coordination with you. Inclines, lengths, widths, and discharge heights are precisely adapted to your requirements. Integration into existing systems is possible without any issues.
Stationary chain belt conveyors
The robust, modular steel construction with bolted segments is ideally suited for:
- Recyclable materials
- Hopper and metering conveyors
- Feeding of baling presses
Flexible configurations are available: including above-floor and below-floor feeding, pit lining, swan-neck transitions and inclined or articulated belt paths. Side walls, belt qualities (oil-resistant, grease-resistant, etc.) and cleats (steel or rubber) are individually adapted to your requirements.
Options and accessory examples:
- Drip oiler
- Protection covers and extraction hoods
- Conveyor belt with / without edge covers
- Galvanized or painted surface (color of your choice)
Mobile chain belt conveyors
Our mobile versions are mounted on chassis or trailers and equipped with hook-lift systems for truck transport. Design and functionality largely correspond to the stationary models.
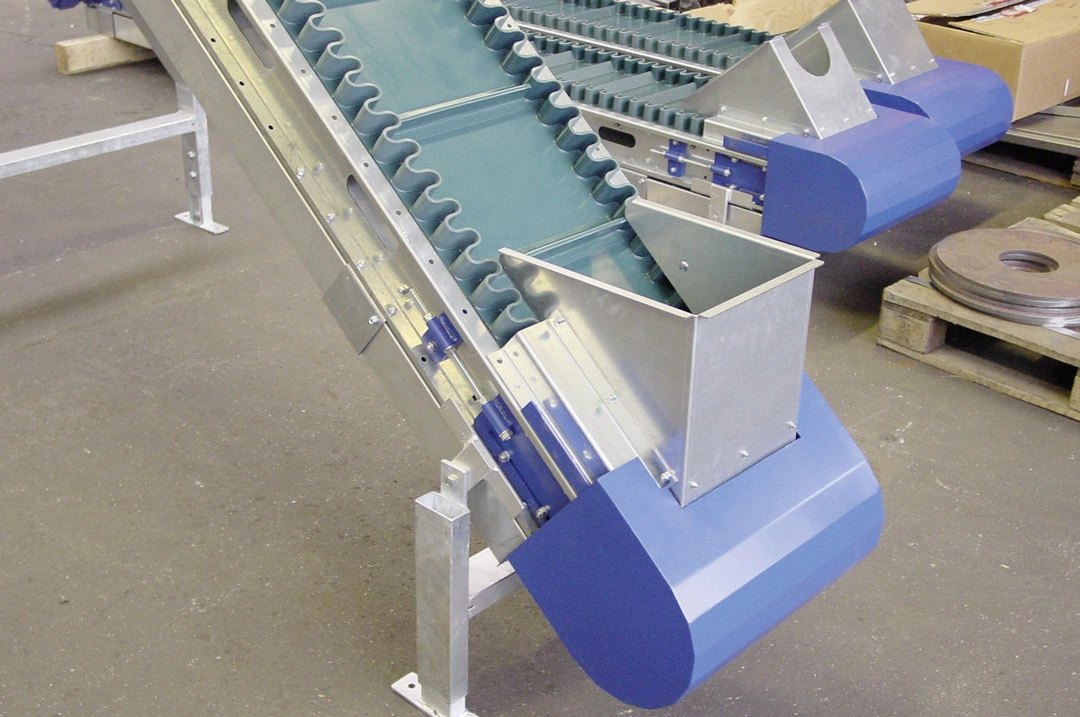
Belt conveyor with cleats
For lightweight conveyed materials, we offer belt conveyors with robust, textured belts or cleats. The steel profile construction is available galvanized, painted, or in stainless steel. Conveyor belts can be designed to be heat-resistant, oil-resistant, grease-resistant or antistatic.
Options and accessory examples:
- Protective covers
- Electrical equipment with on/off switch,
motor protection switch, and power plug - Variable frequency drive (VFD) for stepless speed control

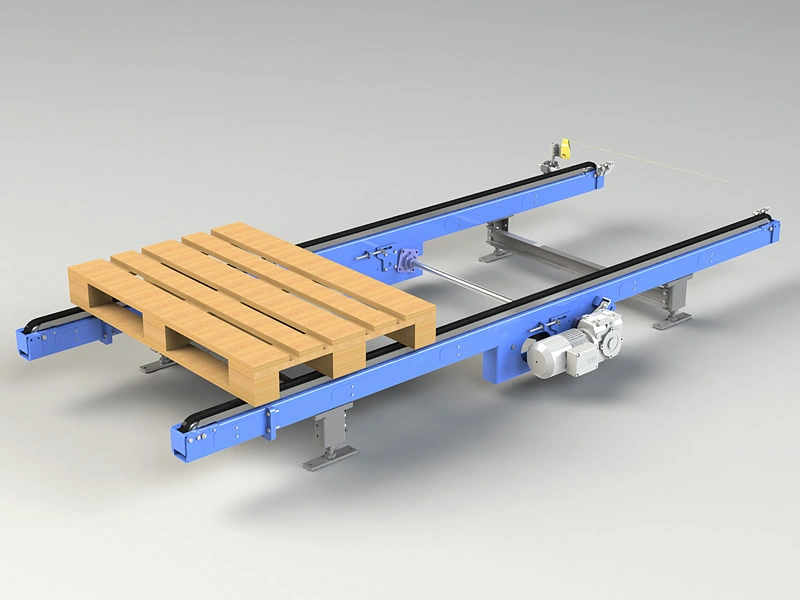
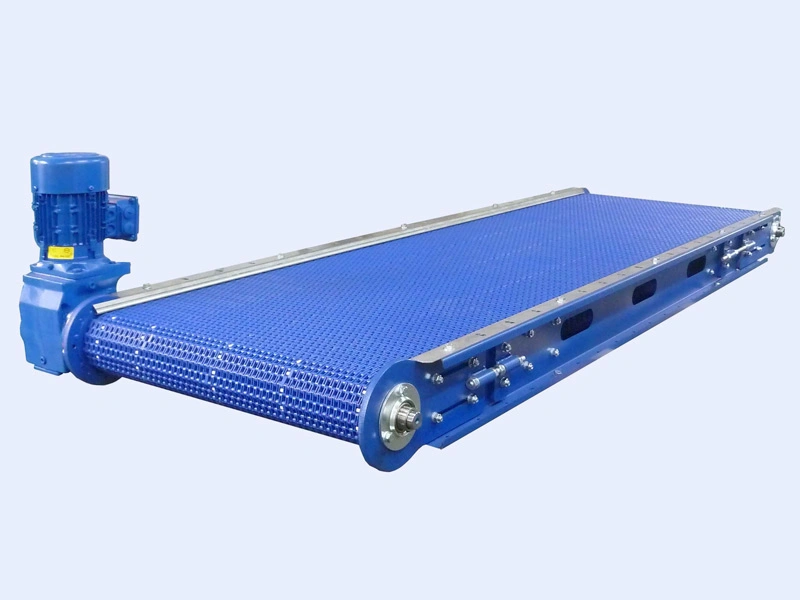
Our hinged belt conveyors are made of a robust, painted folded sheet-steel construction with a heavy-duty structural steel frame and bolted cross members. The conveyor belt consists of modular plastic elements and high-load connecting rods, available in various designs.
Thanks to the modular design, belt alignment and retensioning—typically required with conventional belt conveyors—are eliminated, ensuring low-maintenance and reliable operation.
Options and accessory examples:
- Curve-capable design
- Supports / frame
- Side strip to cover the hinged belt edge
- Heat-resistant or food-grade hinged belt
- Various motor configurations
- Enclosure / cover made of polycarbonate (Makrolon®)
- Electrical equipment with on/off switch,
motor protection switch, and power plug
Our screw conveyors and tubular screw conveyors are ideally suited for use as silo discharge conveyors and are precisely adapted to local site conditions – in terms of length, diameter and design.
Depending on the application, we offer various inlet hoppers and flexible drive solutions: the motor can be mounted either at the inlet or discharge end.
Options and accessory examples:
- Electrical equipment with on/off switch,
motor protection switch, and power plug - Variable frequency drive (VFD) for stepless speed control